A new wave of tariffs is reshaping how American manufacturers think…
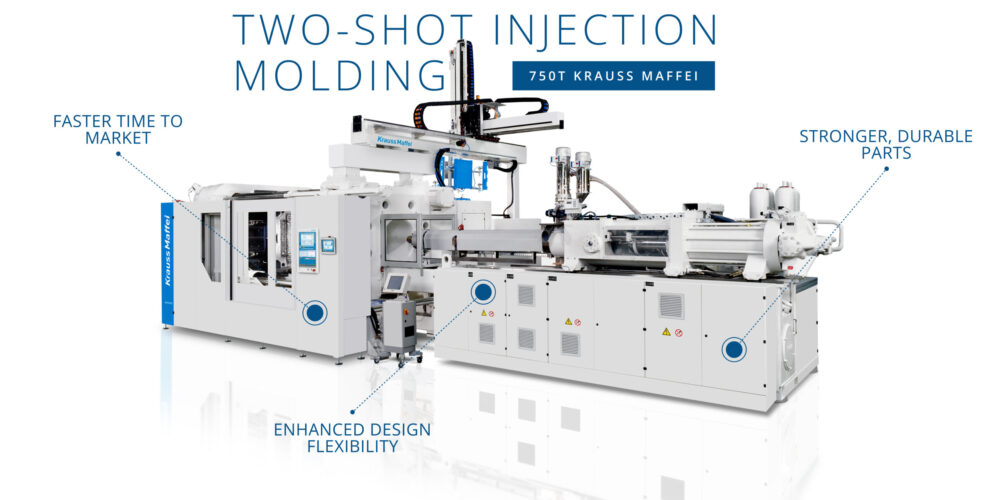
Achieving Part Consistency in Plastic Injection Molding
Plastic injection molding is a complex process. The scientific principles behind injection molding include thermal dynamics, fluid dynamics, polymer and material science, heat transfer, and pressure. Understanding how these principles work together and applying them in a controlled manner are required to maintain shot consistency and produce a quality product. Variations in processes can create parts that do not meet specifications.
Traditional Plastic Injection Molding
Traditional injection moldings’ primary controls are pressure and fill time. The molding process has two stages. In the filling stage, the bulk of the melted plastic is injected into the mold under pressure for the specified fill time. The second stage is the holding stage; the material is held in place at a pressure equilibrium until gate freeze occurs and the cooling process begins.
The viscosity of the material impacts the flow rate, and it can change during production. A thinner material will fill faster, and a more viscous material will be slower. With fill time as a primary control, this can create problems with too much or too little resin in the mold. The molder must constantly be aware of the viscosity changes so that bad parts are not sent to a customer.
Technology Advancements Ensures Customers Receive Quality Parts
To ensure consistent parts, Deluxe Plastics uses the Decoupled Molding II (DII) process. In the DII process, there are five stages in the fill process, allowing operators to profile the fill speed until a specified position is reached, at which time the process transfers into the pack stage. Profiling the fill speed can solve specific injection molded part problems. For example, “jetting,” sometimes called worm tracks, happens when the injection is too fast and the flow front has not been achieved. This can be fixed by slowing down the first stage of fill until a flow front is achieved and then increasing the fill rate until a 95% filled part is reached. Next, there are three specific stages of pack velocity, which also allow operators to control screw speed until a specified position is achieved. Profiling the pack can prevent burning at the end of the fill. Once the pack position is reached, the process transfers to the hold phase, where the plastic is held under pressure until the gate seals and the plastic can’t flow back into the screw and barrel.
Deluxe Plastics will also use piezoelectric pressure transducer sensors to measure the cavity pressure in complex multi-cavity molds creating a pressure curve. During the sampling process, we establish upper and lower limits around the pressure curve to prevent short shots or flash. If the process deviates from these limits, the robot automatically moves the parts into a quarantine area away from the good parts. This can happen for several reasons, such as a change in resin viscosity, machine wear, mold wear, etc.
The pressure monitors are also helpful when the system is starting up. It takes a few shots for the process to normalize. When the system first starts up, the plastic is less viscous due to the additional residence time from the press sitting idle, and this makes the cavity fill easier because the plastic is thinner. The system is designed to not keep any parts until the cavity pressure curve is within our established upper and lower control limits. Because the robot segregates those initial shots, they cannot be accidentally sent to a customer.
Once the pressure curve is established, every shot after is recorded so engineers can look back at the pressure graphs to compare the curve run to run. If a part moves outside of the acceptable parameters, engineers can look back at when it happened. This helps them determine the deviation’s root cause, such as using a new resin lot with different characteristics. It also allows them to run the part on a similar press by just duplicating the curve.
These technologies allow us to have faster cycle times, which means part pricing is as low as possible. It also ensures consistency from part to part and run to run so our customers can be assured they receive high-quality products every time.
Contact Deluxe Plastics Today For Expert Plastic Injection Molding and Premium, Consistent Parts
With our advanced equipment and rigid quality control, Deluxe Plastics empowers your projects with premium quality, consistent parts made accurately and efficiently every time. Contact us today with your plastic injection molding needs.
Related Posts